Clarinet Experts
~~
Since 1989
How they’re made
The Process
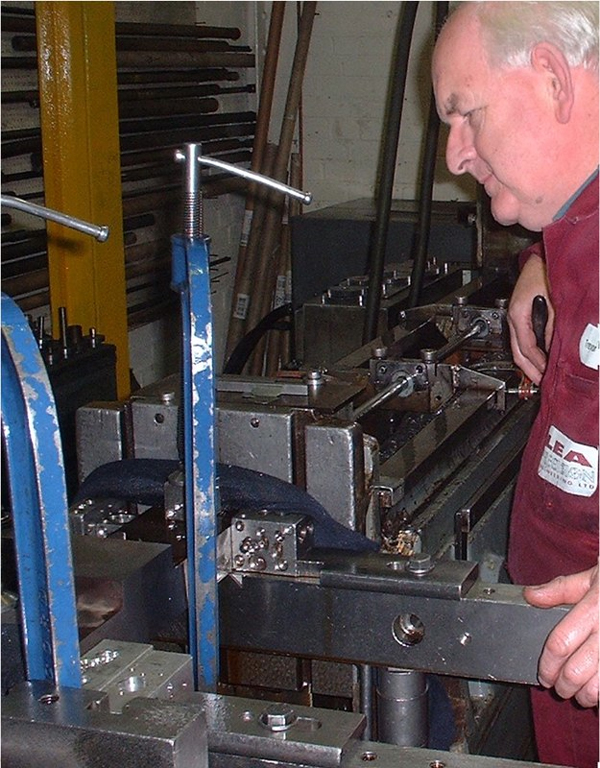
When beginning work on the body of the clarinet the centre hole or ‘pilot bore’ is cut first; the best way to do this is by a process called ‘gun-drilling’. Our process enables us to cut a superbly smooth and accurate bore. None of our instruments are injection moulded and this an important part of our production, and is what makes us different to the huge makers of clarinets that use faster and cheaper (but this does not mean better) ways of producing the bore. Look down the bore of our clarinets, compare them to others; the bore is critical to the sound and tone and response, and our bores are both visibly and audibly superior.
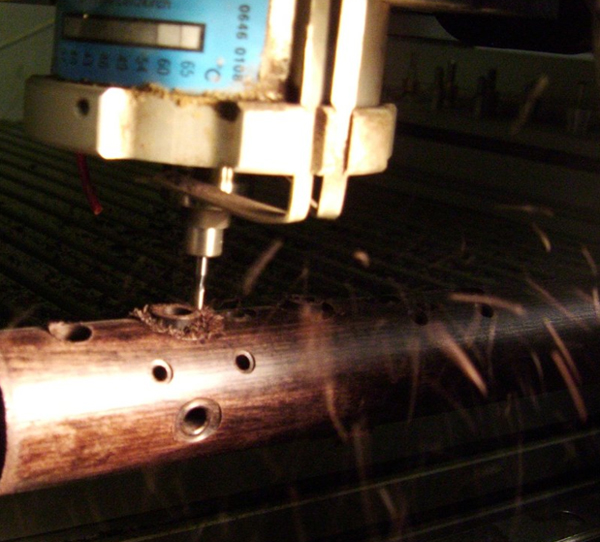
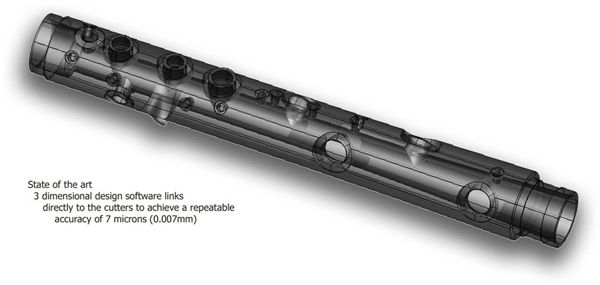
Next we get on to the outside profile, tone holes, key post fixings and tone hole ‘undercuts’, which are all made using computer controlled CNC machines using high precision cutters. We manufacture with repeatable accuracy levels of up to six microns – 0.006mm! Equipped with a high speed spindle, our CNC machine can glide through the wood at speeds of up to 60,000 rpm. Can that be right?? YES; at full speed the cutter revolves 1,000 times a second – phew!
We are really very proud of our wood working – all the processes have been worked out by ourselves, often based upon what feels right. Should we artificially ‘fast dry’ our wood or let it dry naturally? Should we use chemicals to treat the timber? Should we dye the wood and fill the grain? We don’t think you would like the sound of any of those things, which is why we don’t do them to Hanson clarinets.

Telephone Helplines & General Shop Sales
Monday - Saturday: 10am - 4pm
Repair Workshop
Monday - Friday: 10am - 4pm
Contact Us
01484 848060
Follow Us
Visit Us
Hanson Musical Instruments
Marsden
West Yorkshire
HD7 6AB
Great Britain
FAQ's and More Contact Information